Thermal Deformation of Elastic Prints
Overview: This project provides a basic foundation for the deformation analysis of elastic material prints based on sparse lattice structures. Given a procedurally generated geometric structure, there were three primary objectives: (1) to determine the print quality of elastic materials for small flexible members, (2) create structural geometry that is easy to deform and manipulate, and (3) identify new directions in deformation analysis related to the impact of temperature on elastic resins in 3D prints. This experiment is an extension of the Procedural Modular Resign Lattice design process but instead of using hard clear resin, elastic flexible resin is used.
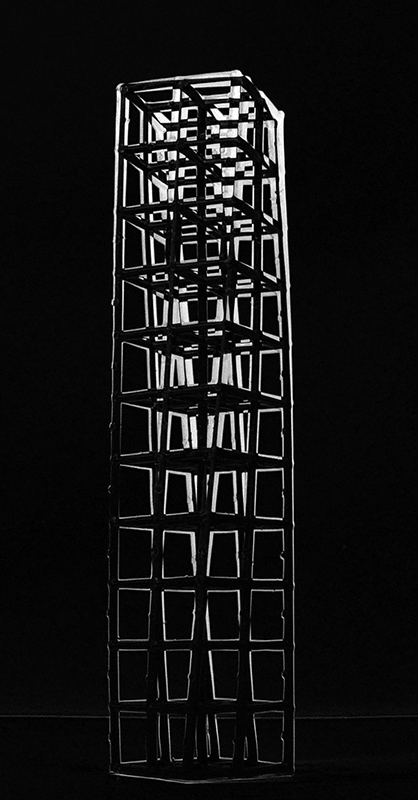
Elastic lattice structure
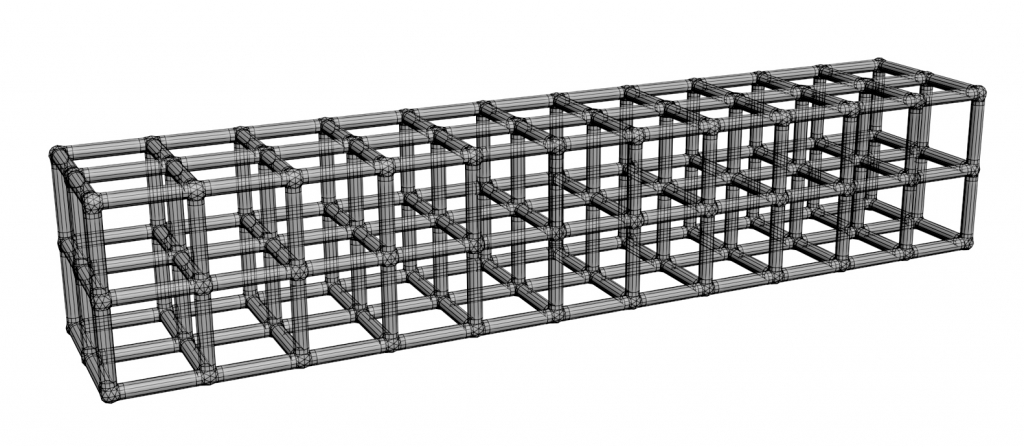
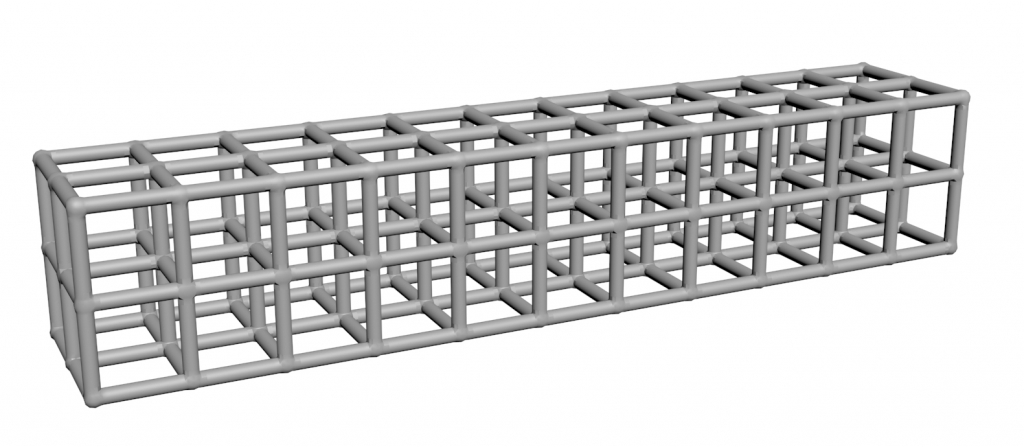
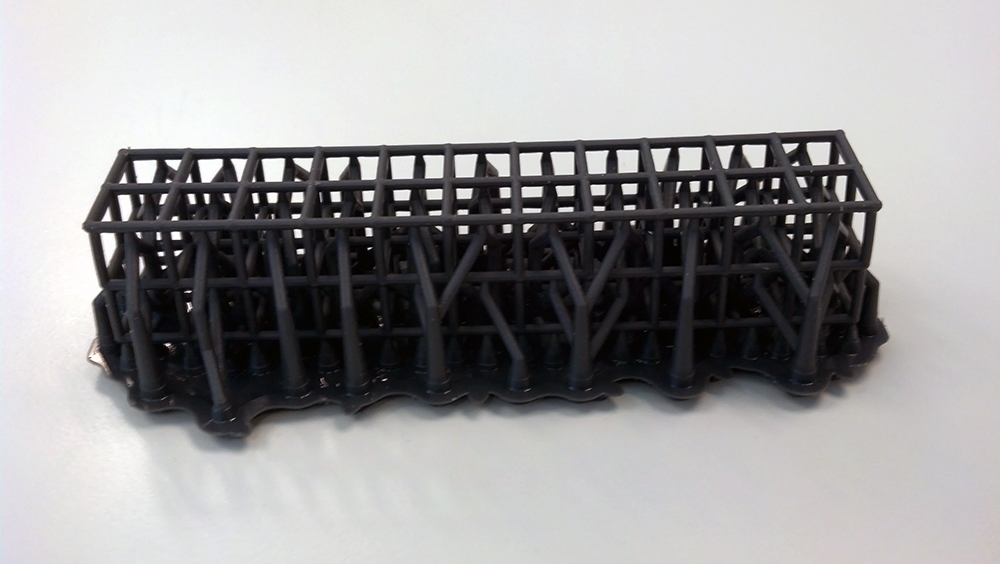
The main motivation for the generation of the sparse geometric structure is to enable large deformations. This provides an ad-hoc method for analyzing the deformations of the structure as a whole. The generation of the lattice structure was defined by creating a simple beam member (11 x 2 x 2). The structural and surface geometry of the sample is shown below:
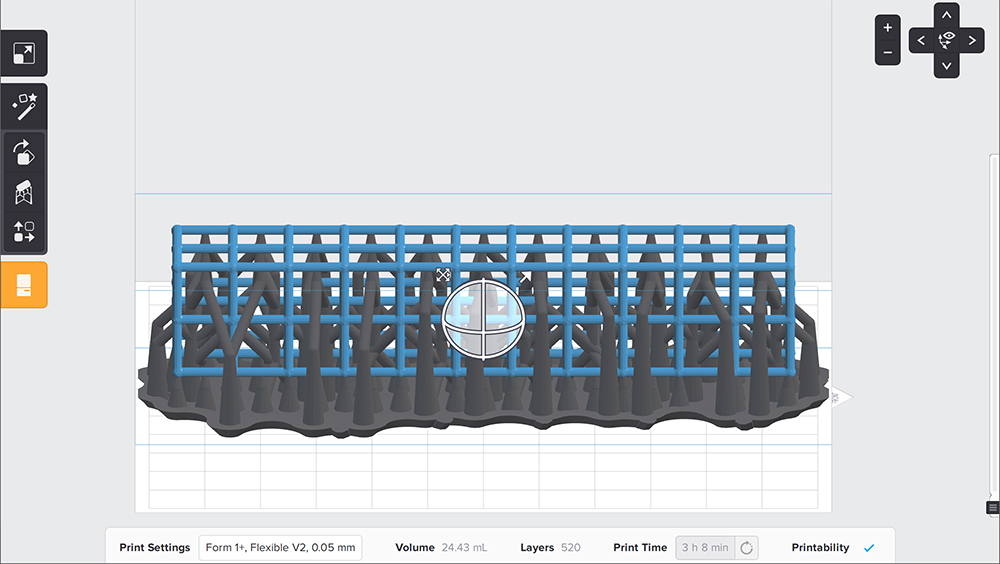
The printing process of the flexible resin is similar to that of the normal hard resins used for a FormLabs hard resin print with a couple of small exceptions. There are changes to the default parameters of the print provided within Preform that have are automatically adjusted by the selection of the flexible resin, but these can be adjusted to optimize the print process and quality.
One of the most important settings that must be maintained is the since of the attachment points between the supports and the print. This is due to one large difference between printing hard resins versus the flexible resin: for each layer completion cycle where the build platform retracts to provide a fresh layer of resin for the next layer, it will exert a significant amount of separation force between the current layer and the resin pool due to the viscosity of the flexible resin. This will essentially tear the print apart if the connection joints are too small. This can be fixed by increasing the size of these mount points, but this also makes the removal of support structures more laborious.
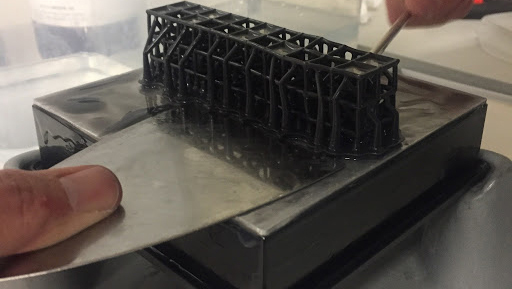
There are a couple of small benefits to using the flexible resin in the print process. Removing the print from the build platform is much easier since it can be slowly removed by using the flexibility of the print to remove one section at a time. In contrast, the removal of hard prints is typically done by popping the print off of the build platform, but can be difficult to do in some instances without breaking the print. The process I used to remove the print is shown below:
Most resins are inherently sticky and can be difficult to completely clean (especially in small corners, etc.). This has an impact on the post-print process in two main ways: (1) the flexible resin has a much higher viscosity when compared to hard resins, so completely removing it from small enclosed or concave regions can be difficult and (2) the impact of how a print is cured can have an impact on the deformation behaviors of a print.
In the analysis for deformation characteristics, there are several steps in the post-print process that can contribute to significant changes in behavior. This can range from the washing process where the IPA rinse duration can have an impact on how brittle the elastic material becomes to UV curing exposure. Even with a reflective UV curing solution, there can be alterations to how different portions of the print will behave due to the duration of the UV exposure to different regions of the print. For the small cross-members of the lattice structure this effect will be minimal since the base does not occlude most of the UV light, but for prints with larger surface area parallel to the support base the impact will be more substantial. For the UV curing process, I used my reflective curing box and the curing duration was for 3 hours. If the curing time is too low, the print will remain extremely flexible, but will also have print residual and if the curing time is too long it will begin to degrade the quality of the elastic material (but is much less sticky!)

Basic Deformation Behavior
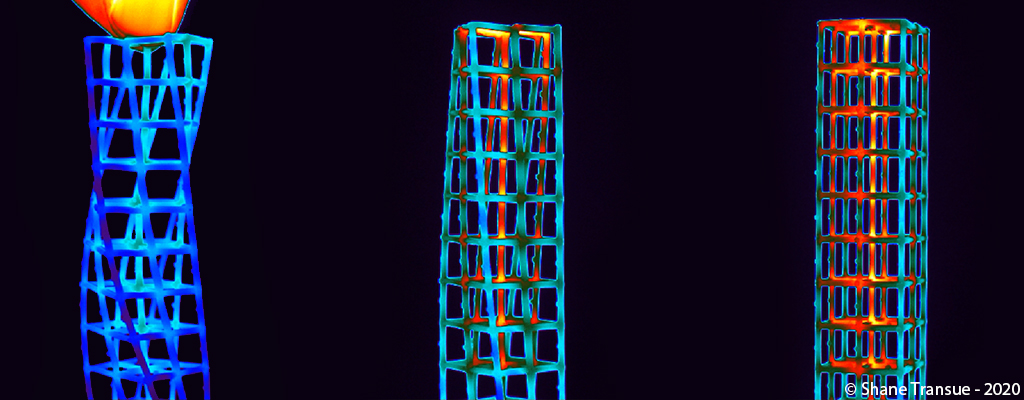
With the support material removed, the initial set of data collection was to record a set of basic deformations imposed by manually manipulating the print. This was primarily to understand the general behavior of the flexible resin and also identify how much of the deformation would be elastic versus plastic. The set of initial experiments was based on simple deformations (stretch, twist, etc.) but the operation that was easiest to perform consistently was twisting. For this initial set, I manually twisted the structure to just qualitative evaluate the deformation and recorded some basic sequences. The images below show subsequent frames of the behavior after I applied the deformation. The two images on the left show the two deformation states and the third image shows the difference between these states.
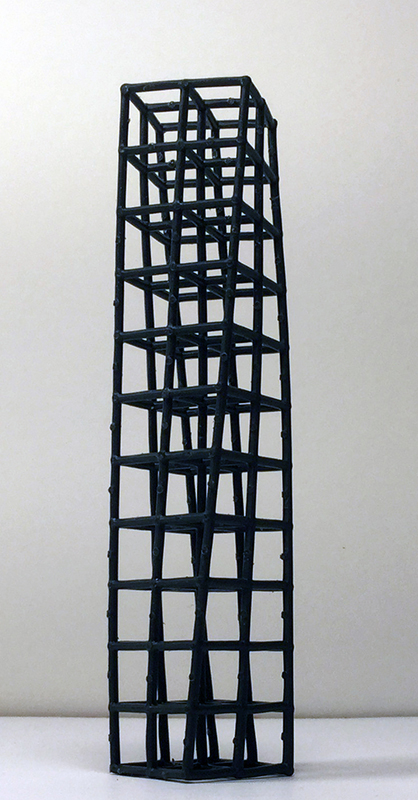
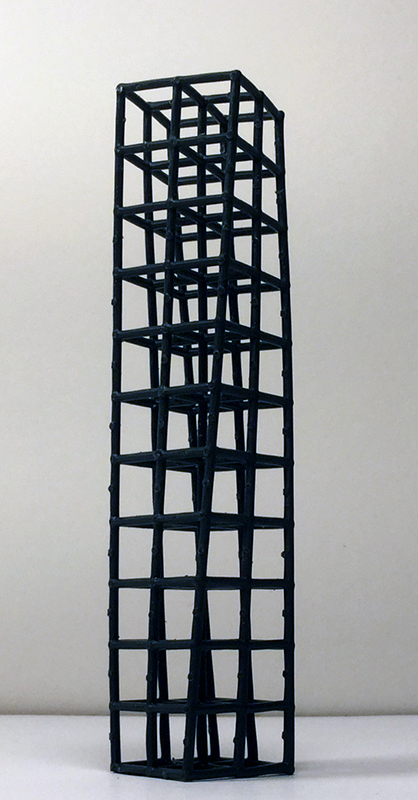
The printed flexible material provides a mostly elastic response to large deformations, although after subsequent deformations the material begins to exhibit minor plastic deflections. For the twist operation this would usually mean that the lattice structure would not completely return to a square shape.
Thermal Deformations
Another interesting direction for the deformation behavior for the printed material relates to the impact of heat on the elastic material properties. Intuitively, most materials become more pliable when they are warmer. This is also the case for the flexible resin since it behaves as most other materials do (due to thermal dynamics and all that :P). The deformation characteristics of the material also changes considerably post-print. This is something I observed as part of the overall print process. The deformations of the material will be substantially different between three phases: (1) immediately post-print, (2) post UV cure, and (3) after the print has been left at room temperature for extended periods. After the initial print, the material is soft and will exhibit large deflections due to the material only being partially cured (only from the SLA laser); however, at this point the print is typically very sticky and not a good idea to handle without gloves. When the print is being UV cured, my UV curing box generates a fair amount of heat just based on the light-strip, so this automatically makes the print substantially more pliable. But when the print loses this heat it hardens and becomes more resistant to deformation at room temperature.
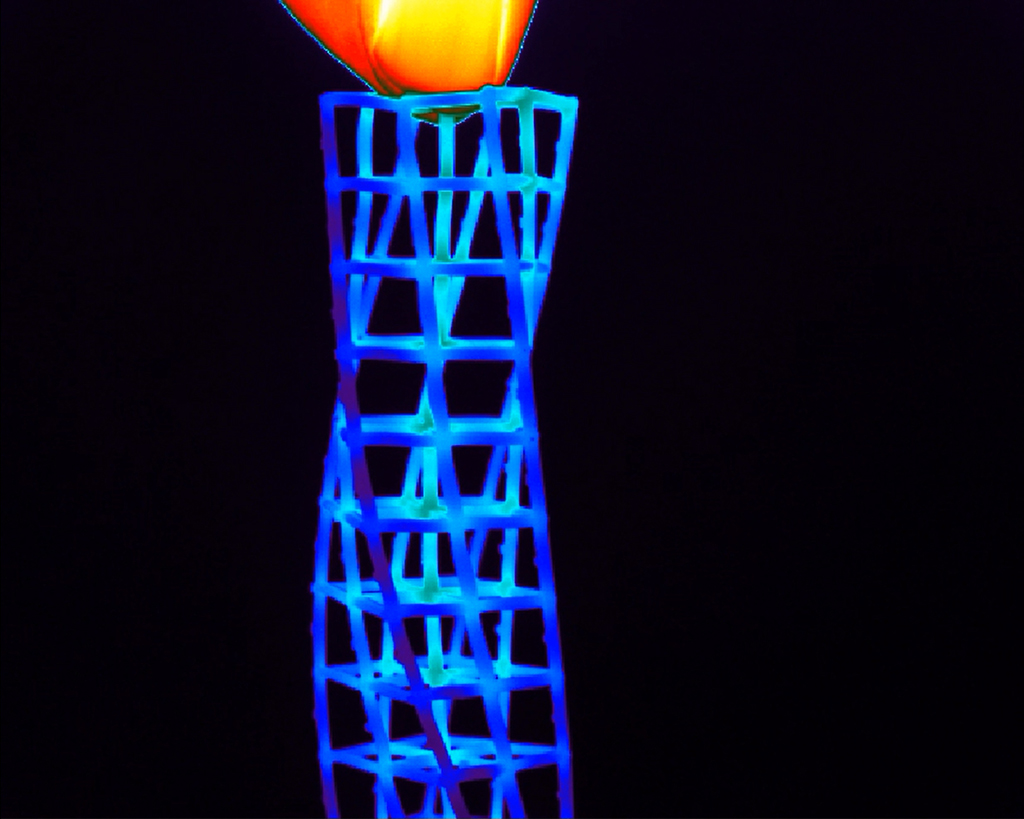
I performed some basic initial experiments of the deformation behaviors based on changing the temperature of the print using my UV curing box. This would raise the temperature of the print to the point where it would become much more pliable. I then did the same experiment with the lattice print. In the images below, the beam is twisted a quarter-turn and then left to elastically return to its rest shape. White the beam was heated above room temperature, it was obviously much lower than body temperature, hence why you can see my fingers adjusting the normalization within the thermal camera as well as the residual heat at the top of the mesh once I let go. But as expected, the deformation behavior of the print is substantially larger given the higher temperature.

Conclusion and discussion
The main problems with the deformation behavior of sparse structures is the high variability in the deformations that may result due to unconstrained external forces, print process, and thermal variance. Due to the thin element members, the actual Degrees of Freedom (DOFs) of the system is extremely high and is hard to precisely replicate through simulation models. Unlike a simulated counterpart, the members exhibit large variance in deformations due to the fact that each cross member may deflect in a different direction for the same external force. This is caused by small differences in the application of forces, plastic deformations, variance in print strength, among various other uncontrolled factors. Additionally, for the heat-based deformation there is an inter-mixture of both the elastic material FEA formulation and the FEA formulation of the heat equation. There has been some initial research towards mixing multiple PDEs with some interesting results for simulating the thermal contribution to elastic materials, but there is still a significant amount of work to integrate this into real-time graphics applications. This is something I am still interested in studying.